服务热线
존ꒉꒉ존존솓ꁣ

联 系 人:蔡先生
联系电话:존ꒉꒉ존존솓ꁣ
传真号码:늅ꁣ솓퍴늅퍴ꈗ존늅
联系地址:东莞市樟木头镇
超声波焊接塑料
塑料超声波焊接是指在焊缝中按材料相接的方式相互连接。在力的作用下,纵向振动以20kHz、30kHz和35kHz 的频率以及5μm到50μm的焊头振幅被导入塑料之中。 超声波振动通过焊件和模具的特殊结构聚集在一起。人们将焊件中这些***结构称为导能角。接合区域内的接触点通过输入的高频能量,有针对性的发生变形。接触面和分子链内部的摩擦产生热量,将材料熔化。
基本原理
超声波焊接特别适用于:
① 连接注塑件
② 嵌入半透膜
③ 镶嵌皮革、无纺布和纺织品
④ 将异质的材料相互铆接
⑤ 通过卷边建立形锁合连接
⑥ 埋入套筒合磁铁
适用于以下类型:
以焊缝样式焊接成型件 - 通过焊接几何形状进行能量聚焦(= 导能角)
所有注塑件均适用,人们称之为:材料相接的连接。超声波能量通过所谓的导能角 (ERG) 进行聚焦。导能角呈尖角状或刀锋状,必须在设计部件时就纳入考虑。在导能角的接触点处,接合件之间直接形成熔化物。
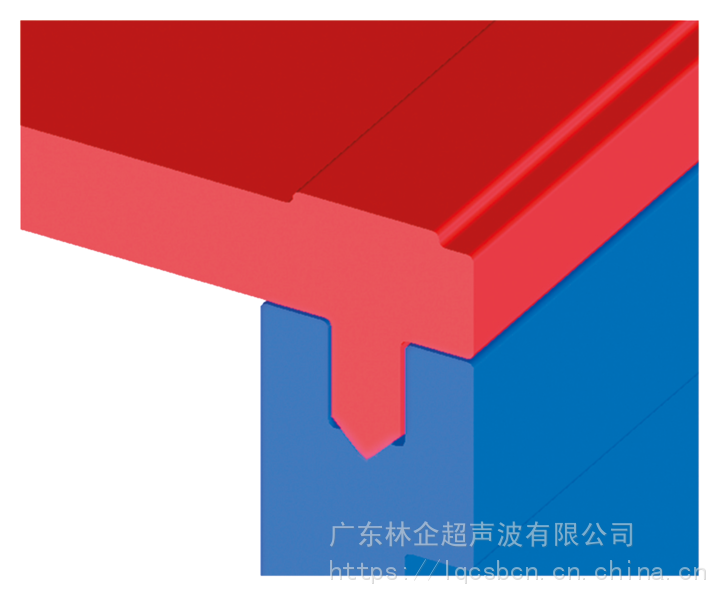
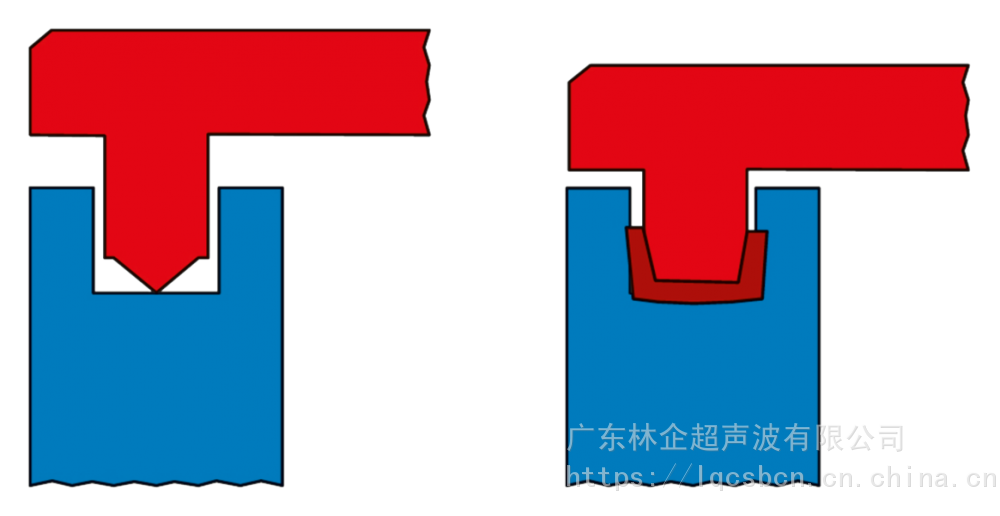
导能角 融体封装
塑料铆接在工业生产领域已成功应用很长时间。铆接是一种无法松开的焊接方式,材料配对限制少,工艺时间短,经济价值高,在设计上和工艺技术上的设计自由度高。
其他塑料***的接合技术,如夹扣、嵌合或粘贴,由于所用材料、运行安全性或经济性的考虑被淘汰。
超声波卷边是一种与铆接非常类似的工艺,与铆接不同的是,改变的并非是圆形或长形的杆状部分,而是固定部件纵向延伸的侧壁(平直或园面)。
专注于能量在焊头的聚焦 通过导能角进行能量聚焦,例如在采用剪切焊缝时。
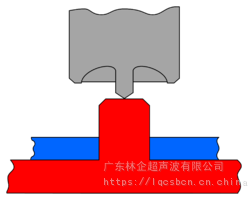
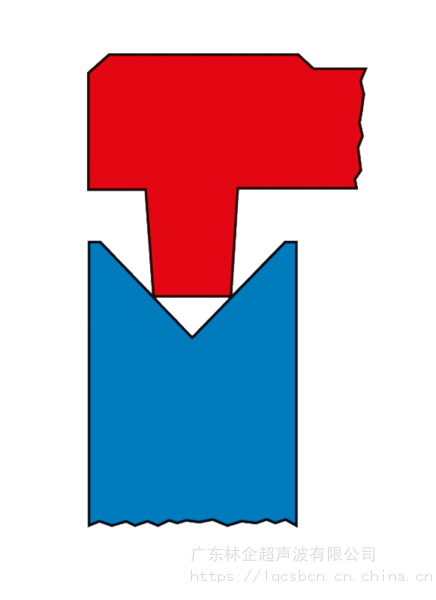
使用超声波成型 – 通过焊头进行能量聚焦
人们将其称为铆接、点焊或卷边。此时,由于焊头的焊接表面轮廓和热塑性部件间的直接接触而形成了熔化物。借助这种技术,就连异质材料,例如塑料 - 金属、玻璃 - 塑料也能通过形锁合的方式接合在一起。
![]()
通过焊头进行能量聚焦-铆焊
焊缝样式
焊缝类型,满足不同的要求:
点焊
点焊
将需要焊接的成型件齐平叠放在一起,无需事先准备焊接点,无需导能角。将焊头***穿过上部板直到下部并将两个部件中的塑料塑化。产生的熔化物聚集在分界缝中,并在那里形成局部的点状连接。
阶梯焊缝
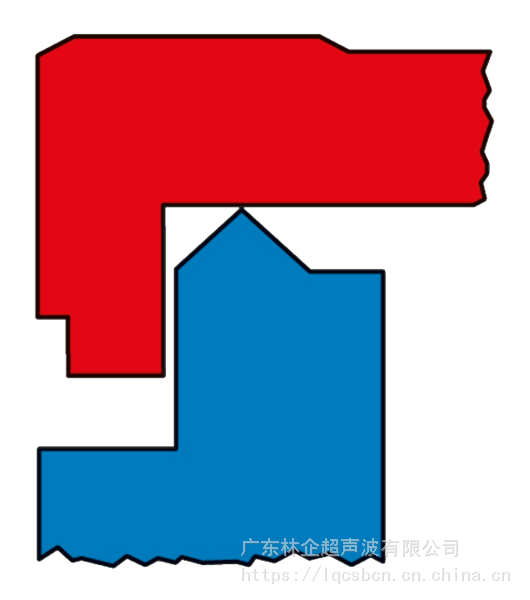
阶梯焊缝
这种焊缝样式在注塑模具中相对易于实现。对于非结晶塑料,这种焊缝类型能够形成外表无瑕疵、高强度且完全密封的连接。其他优点还包括:部件自动对中、承受高的剪切力和拉力。
舌槽焊缝
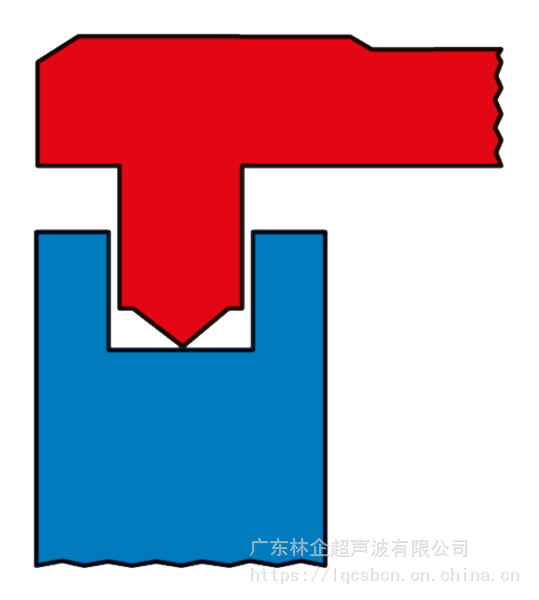
舌槽焊缝
舌槽焊缝连接在通常情况下可实现的强度。公差极小的间隙会产生毛细效应,形成的熔化物会将整个焊缝区域填满。这种焊缝类型要求壁厚相对较大,只要条件许可便一律推荐使用。
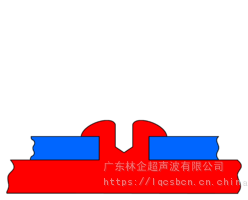
铆接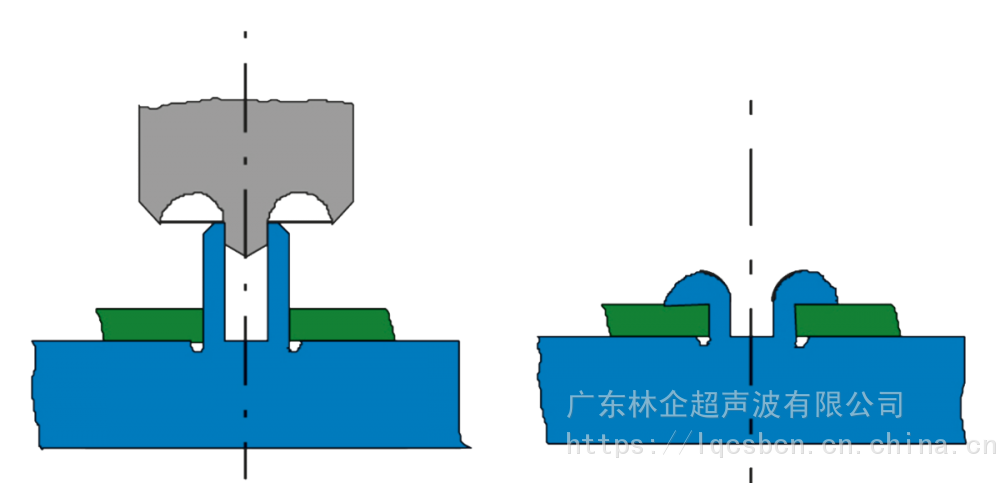
铆接
通过超声波铆接能够将热塑性塑料与金属或不可焊接的部件快速清洁地连接在一起。这样就不再需要额外的连接元件。铆接过程中产生的热能可以通过空气冷却的焊头迅速排出。在基本的铆接过程后,系统会在预设的保持时间内,使熔化物在静压力下完全凝固。这种方式避免了回弹的出现并实现了无缝连接
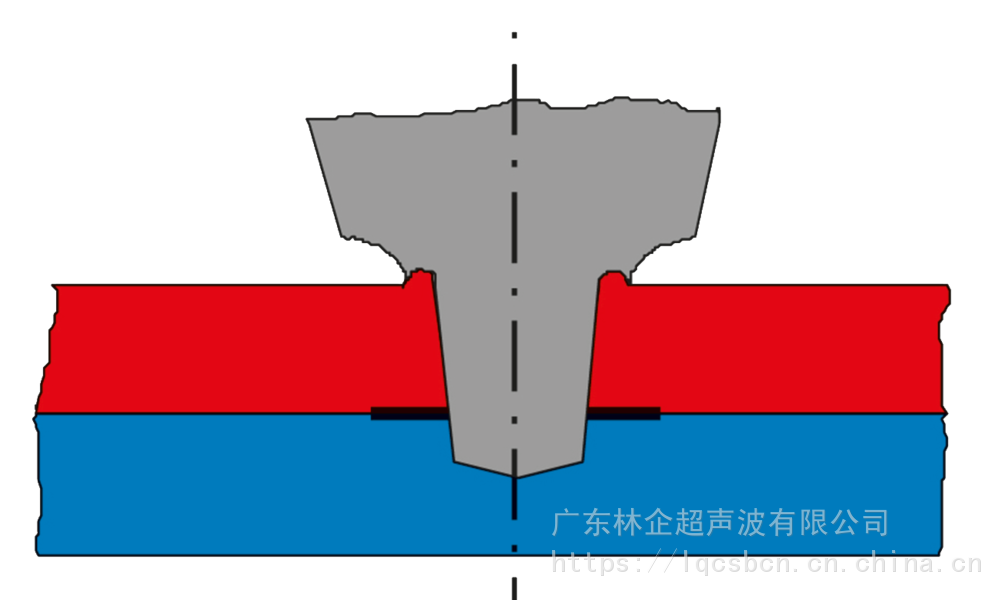
剪切焊缝
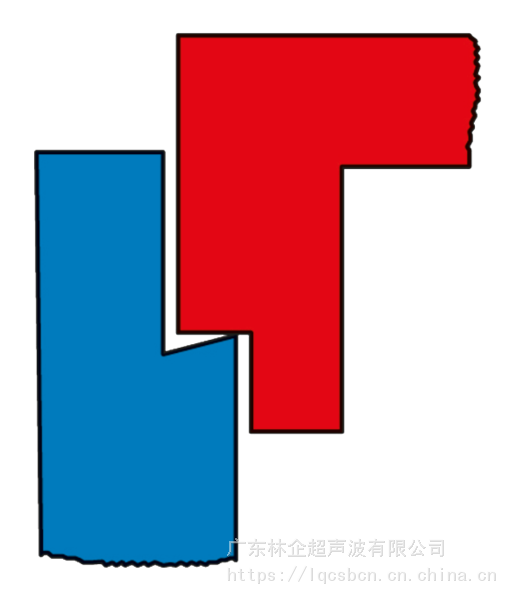
剪切焊缝
对于壁厚极薄的部分结晶塑料,剪切焊缝的应用已十分成熟。这种焊缝类型能够在焊接深度较大时实现密封且高强度的焊接。
卷边

卷边
在某些时候铆钉无法穿过部件。这时卷边便是合适的替代办法。卷边工艺中,焊头的正面必须要形成相应的形状。过程步骤和循环时间与铆接一致。在为大型部件,甚至是大型部件整个边长进行变形处理时,利用超声波的卷边工艺即可轻松实现
薄壁焊线
薄壁焊线
这种焊缝样式建议在部件壁厚小于 1.5 mm 时使用。它有着良好的自主对中能力,由此能产生确切的焊缝支撑层,确保在焊接后具有很高的强度。要注意的是,焊缝必须准确匹配,注塑也务必要***。
