服务热线
뤁뤁윦윦쑡뤁퐨윦ꢐ

联 系 人:蔡先生
联系电话:뤁뤁윦윦쑡뤁퐨윦ꢐ
传真号码:ꢐ윦쑡퐨쐨쐨쑡뤁
联系地址:东莞市樟木头镇
什么是超声波?
声波表现了弹性介质(气体、液体、固体)中压力和密度微小变化的传播。例如,某个地方发出了声音,则此处的空气会被挤压得更加密集。随后空气层随着压力的变化以惊人的速度,即343m/s 的声速向所有方向传播开来。
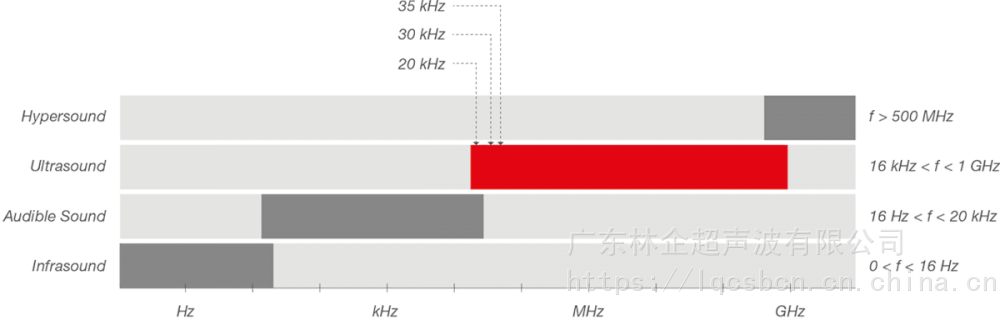
超声波的声学频率在16kHz 到1GHz之间。为便于分类:人类能够听到的声音频率为16Hz到20kHz,也就是说,在工业超声波的低频范围内,超声波是可以被听见的,尤其是在出现附加频率的时候。当人接触焊接模具时,能够感受到超声波。超声波焊接使用的频率范围为20kHz 到70kHz。
其他应用范围:医疗诊断领域成像用超声波在1MHz至40MHz之间。这种超声波听不到也感受不到。对工业材料进行检测用的超声波频率范围在0.25MHz至10MHz之间。
超声波是如何起作用的?
超声波振动为机械纵波:
1、能够使塑料变形
2、导致分子之间产生摩擦
由此产生的摩擦热能使材料熔化,将接合部件在分子层面上连接在一起。
摩擦力会在材料中产生抗阻,吸收并反射振动能量:
1、分子簇的内部摩擦 = 变形功
2、接合部件之间的外部摩擦 = 界面摩擦力
什么是超声波焊接?
热塑性塑料的超声波焊接是通过机械振动在塑料中产生摩擦热能来完成的。振动同样会引起塑料中分子的运动。塑料变软并开始熔化。部件按形锁合或按材料相接的方式相互连接。在压力状态下保持一段短暂的时间后,部件在分子层面牢固接合。
超声波焊接技术
作为热塑性材料的连接工艺,超声波接合技术在整个塑料加工行业中的多个方面得到了证明。
凭借:
高速的生产过程
可再现的焊接结果
这两大特点,该项技术在汽车、 电气、 医疗、 包装、 卫生和过滤行业的大批量生产中倍受青睐。
只要接合部件在工艺和材料上均采取了与超声波焊接相适宜的设计,就能在强度、密封性和外观上取得很好的焊接效果。这也意味着,在设计之初,就要考虑到让超声波作用于理想的位置。
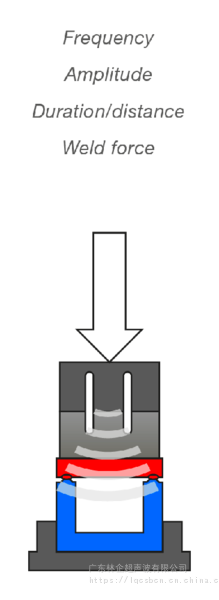
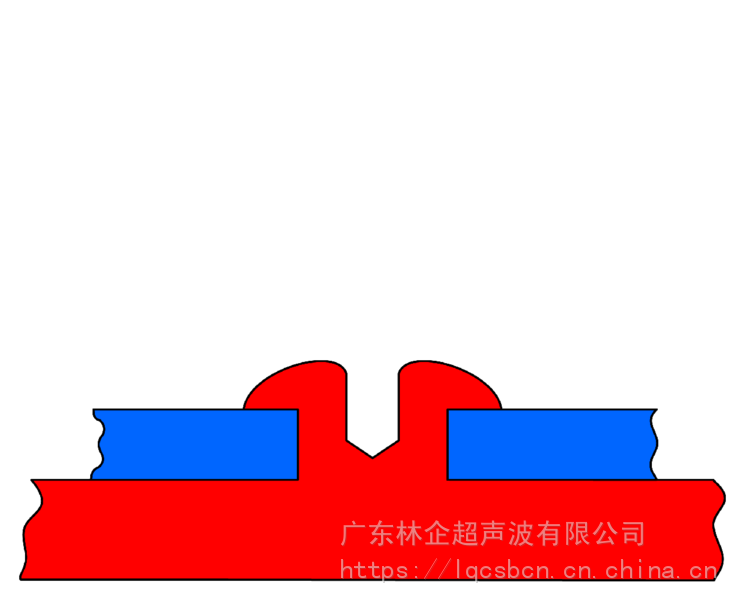
影响焊接过程因素: 舌槽焊接图:


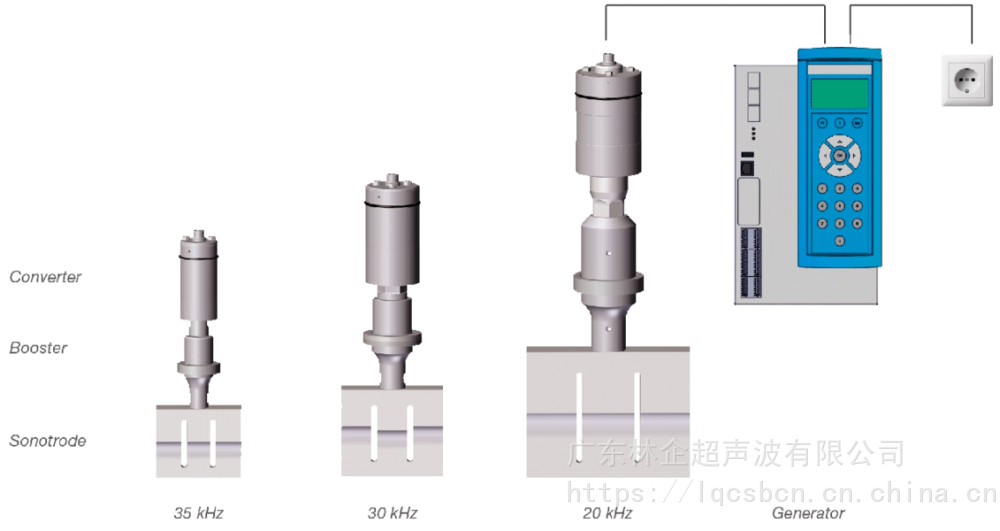
超声波焊接系统
***超声波焊接系统由主动和被动部件构成。主动部件产生声波,继而将其传导至焊接件中。被动部件则用来承受产生的力,将焊接件保持在正确位置,主要支撑住焊缝。
主动部件:
① 超声波发生器
② 换能器
③ 变幅杆
④ 焊接模具,又被称为焊头
被动部件:
① 底模或底砧
换能器、变幅杆和焊头共同形成了所谓的振动臂。
全数字超声波发生器会从接通的电源电压中产生各自所需超声波频率的高压。所有与焊接过程相关的数据均被准确测量和评估。发生器保护振动系统免受过载影响,保持振幅(焊头移动)恒定并补偿各自焊头的振动行为。
换能器是电气和机械环境间的接口。它利用反向的压电效应将电振动转化为机械纵向振动并将其传送到变幅杆和焊头中。
变幅杆经常被称为Booster,能够扩大或缩小换能器产生的振幅。由于变幅杆安装在零结点位置,可以将变幅杆通过零结点位置固定在超声波焊接机上,避免振动臂偏移, 传递焊接力。
焊头作为真正的主动焊接模具,将机械振动传递到焊接件中,也就是说,它将超声波振动耦合起来。根据几何构造,焊头还能将振幅放大或缩小。
振动臂始终与塑料材质和焊接件接触面的几何形状相匹配。
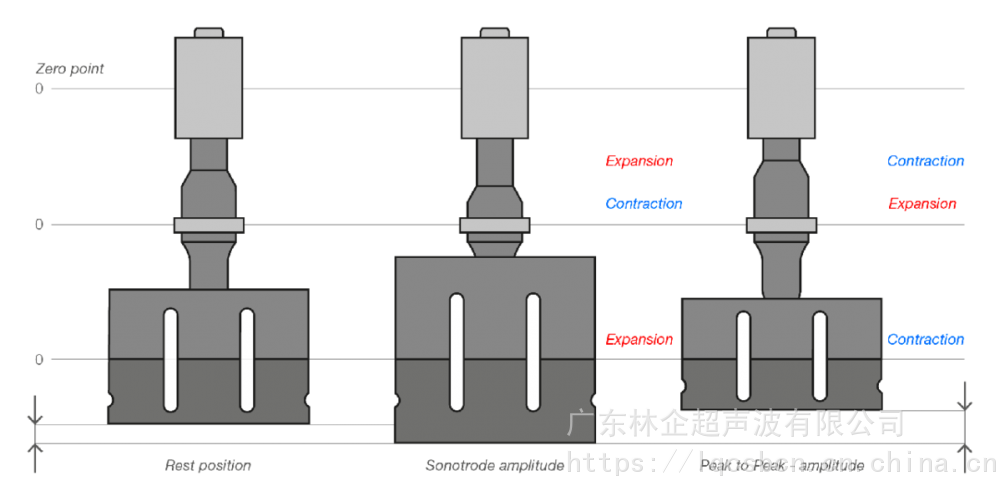
振动—振幅—频率
使用超声波焊接时,超声波频率的机械振动以特定的振幅、压力和持续时间传送至要焊接的材料中。分子摩擦和界面摩擦产生热能,将材料熔化。
超声波焊接系统的加热件为振动臂。振动臂由换能器、变幅杆和焊头组成。振动臂以超声波频率收缩和膨胀。产生的振动为纵波。焊头的振动,即峰值点和原始位置间的距离被称为振幅 - 超声波焊接时该数值在5?m和50?m之间。
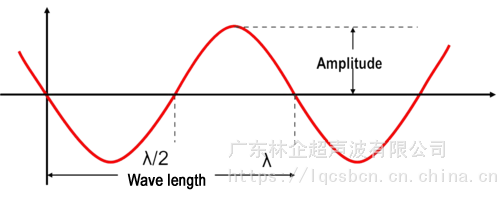
波长λ由材料特性值,即声速和频率决定。
振幅定义
振幅A表示振动宽度的一半,即从零到峰值。
单位:微米 [?m]
频率定义
频率f表示每个单位时间内振动的次数。
单位:赫兹 [Hz]
波长定义
波长λ表示在一个波段出现两种相同状态间的距离。
单位:毫米 [mm]
能量聚焦原理
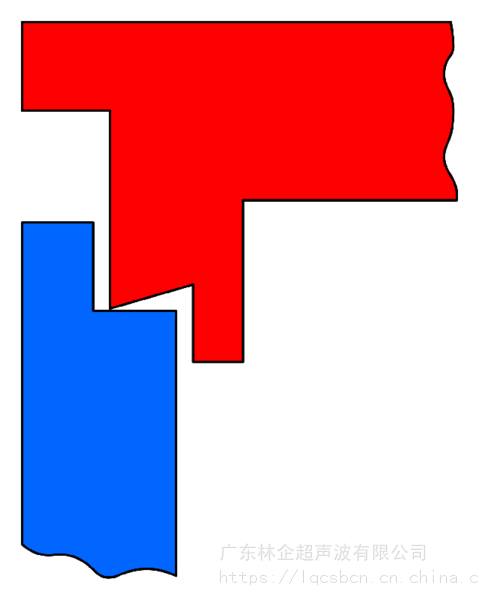
通过各种焊缝设计能量聚焦的方式
通过焊接件焊缝能量聚集。注塑件,热成型件和吹塑件在焊缝区域都有特定的几何外形,也就是所谓的焊缝,通常是尖形的点或边。这种***几何外形被称作为导能角(ED)。导能角界定了微小的焊接接触面,能确保超声波能量传导和聚焦至焊接区域。
超声波焊接的秘密就是能量的集束和聚焦。也就是在使用极少能量的情况下,将限制在局部的热能聚集,让焊件快速熔化。如果接触区域面积过大会产生不利影响,因为这会消耗过高的功率,造成不确切的表面接合,而且焊接强度不佳。
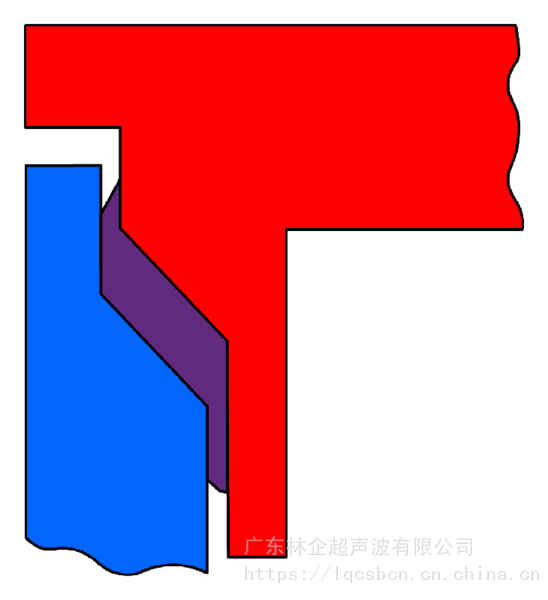
聚焦类型:
通过塑料部件自身的焊接形状 聚焦 。注塑、热成型或吹塑的部件通常在接合区具有***形状。所谓的焊缝样式,可以是一个尖角,也可以是一个窄边。这些***几何特征统称为导能角 (ED)。通过这种确切的小接触面,可以成功地将超声波能量有的放矢地导入局部焊接区。
能量聚焦可以通过以下方式实现:
① 能量导角(ED)
② 焊头设计
③ 底砧轮廓
通过不同焊头设计能量聚焦的方式
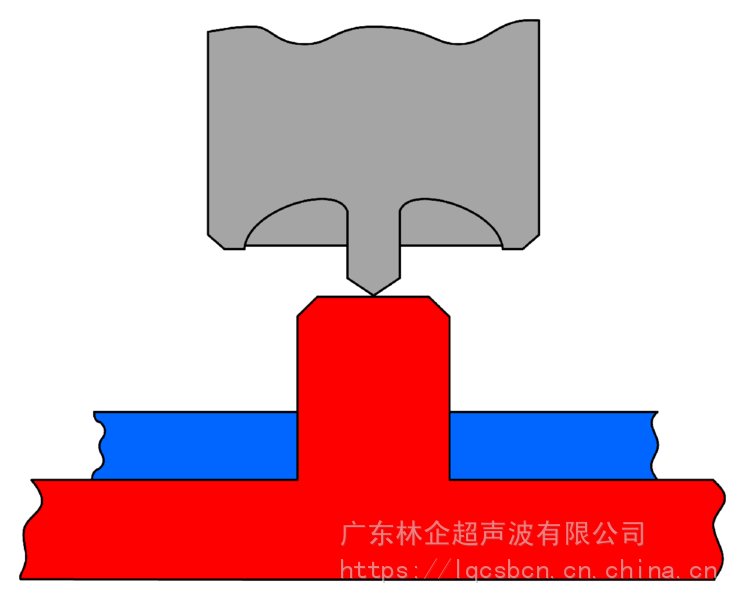
通过焊头形状能量聚焦;例如在超声波铆接的过程中,焊头自身承担了集束能量这一任务。焊头中心***促进熔化。
通过不同底砧轮廓能量聚焦的方式
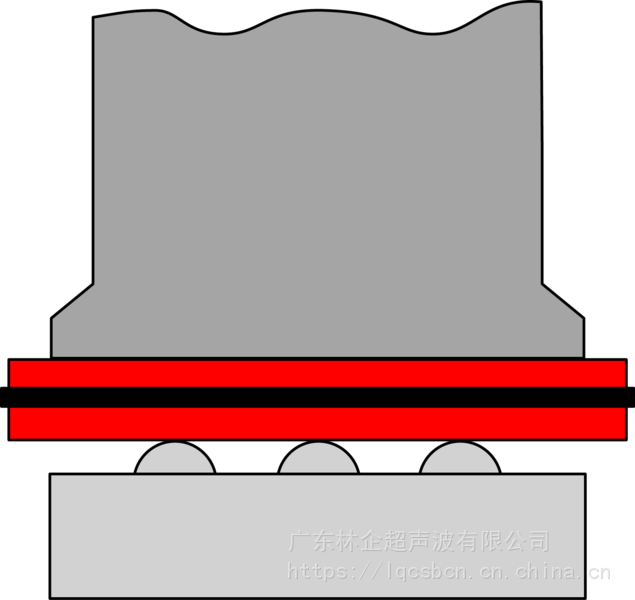
在薄膜、纸板和无纺材料等连续卷材中, 通过底砧的轮廓进行能量聚焦。底砧或焊头轮廓使材料成形。
哪种材料可进行焊接
人们将塑料分为热塑材料、弹性体和热固塑料:热塑材料是通过加热来进行加工的塑料,能够使用超声波进行焊接。弹性体是通过交联来进行加工的塑料,它对超声波无反应。同样,通过硬化进行加工的热固材料也无法使用超声波进行焊接。
塑料焊接是将热塑性塑料按材料融接的方式连接在一起。理论上来说:只有相同的热塑材料才能均匀焊接。
所有热塑性塑料(除PTFE)都能进行焊接。
PC、PMMA和ABS可视情况相互焊接。铆接、嵌入或者卷边时可将异质材料与热塑材料相连。同样的,这种强化材料主要能改善半结晶塑料的声导性。
决定性的材料特性:
① 弹性模量:有利于声波传导与焊接模具的耦合
② 阻尼:有利于产生热量
③ 熔点:决定所需热量
④ 熔体流动性:粘滞的熔体能更好地保持在焊接区,使焊接过程更加均匀
对焊接有***影响的因素:
① 添加剂,例如阻燃剂
② 含水量(主要是聚酰胺, 俗称尼龙)
对焊接有积极影响的因素:
① 玻璃纤维
② 玻璃球
